
撹拌機用ほぐし羽
| 製作部品 | ほぐし羽 | 業界 | 食品機械 |
|---|---|---|---|
| 寸法 | φ300 | 材質 | SCS13 |
| 精度 | - | ロット数 | 100個/月 |
| 納期 | 金型作成から1stショット:3.5ヶ月 リピート時:2.5ヶ月 |
||
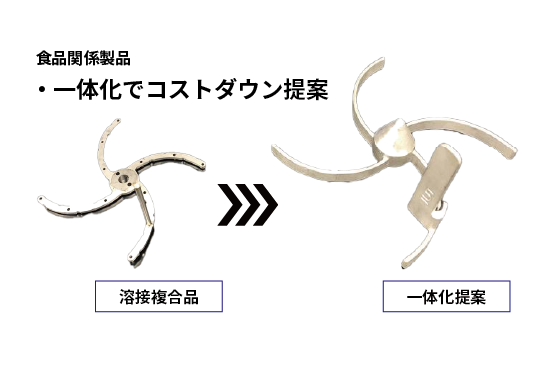
工法変換による効果
従来工法
溶接による複合品
提案工法
ロストワックス
| コストダウン | 40%削減 | ||
|---|---|---|---|
| 品質 | 溶接外れの防止 | ||
当事例の特徴
食品工場で使用される撹拌機に搭載されるほぐし羽について、生産工程を溶接品からロストワックスへ工法変換した事例です。
当事例のお客様は、撹拌機の製造コストを下げるという目的で、各部品の製造コストを下げるべく、生産工程・サプライヤーの見直しをされました。その中で、多様な工法を熟知している当社に御相談頂きました。
ほぐし羽は複数部品を溶接することで製作されていましたが、一体化により製造コストを下げることが可能であり、生産量と材質の観点からロストワックスでの製造を提案しました。
また、食品工場で使用される製品であり、洗浄のしやすさが必要となります。羽の根本のR部分を図面通りに成形しなければ、洗浄がしにくく雑菌が発生するなどのリスクがありますが、ロストワックスは精度の高い鋳造方法であり、品質面においてもロストワックスはベストな工法でした。加えて、溶接外れのリスクを回避することが可能です。
ほぐし羽を鋳造する上で、羽部分が長く薄肉で湯回り不良が発生し成形できないという課題がありましたが、羽の先端と根本部分の厚みを変更することで湯流れをよくし、鋳造不良の発生を回避ししました。
後加工まで当社にて一貫対応し、納品させて頂き、コスト40%削減を実現し、大変評価頂いた事例となります。
ロストワックス鋳造.comを運営する太陽パーツは、ロストワックスによる工法変換提案の実績を多数持ちます。後加工まで当社にて一貫対応を行い、お客様の要求品質をクリアする製品を提供します。また、短納期対応に強みを持ち、お客様の納期ご要望にお応えいたします。お気軽に当社に御相談ください。
当事例のお客様は、撹拌機の製造コストを下げるという目的で、各部品の製造コストを下げるべく、生産工程・サプライヤーの見直しをされました。その中で、多様な工法を熟知している当社に御相談頂きました。
ほぐし羽は複数部品を溶接することで製作されていましたが、一体化により製造コストを下げることが可能であり、生産量と材質の観点からロストワックスでの製造を提案しました。
また、食品工場で使用される製品であり、洗浄のしやすさが必要となります。羽の根本のR部分を図面通りに成形しなければ、洗浄がしにくく雑菌が発生するなどのリスクがありますが、ロストワックスは精度の高い鋳造方法であり、品質面においてもロストワックスはベストな工法でした。加えて、溶接外れのリスクを回避することが可能です。
ほぐし羽を鋳造する上で、羽部分が長く薄肉で湯回り不良が発生し成形できないという課題がありましたが、羽の先端と根本部分の厚みを変更することで湯流れをよくし、鋳造不良の発生を回避ししました。
後加工まで当社にて一貫対応し、納品させて頂き、コスト40%削減を実現し、大変評価頂いた事例となります。
ロストワックス鋳造.comを運営する太陽パーツは、ロストワックスによる工法変換提案の実績を多数持ちます。後加工まで当社にて一貫対応を行い、お客様の要求品質をクリアする製品を提供します。また、短納期対応に強みを持ち、お客様の納期ご要望にお応えいたします。お気軽に当社に御相談ください。
ロストワックスへの工法変換 "コストダウン ハンドブック"
 ステンレスをはじめとした多様な材質に対応でき、複数部品の一体成形も実現できるロストワックス鋳造を用いて、コストダウンを実現する方法をまとめたハンドブックです。
ステンレスをはじめとした多様な材質に対応でき、複数部品の一体成形も実現できるロストワックス鋳造を用いて、コストダウンを実現する方法をまとめたハンドブックです。部品の製造コストにお悩みの皆様、是非ダウンロードください!
※現在準備中です






