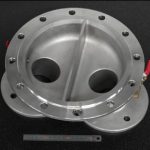
ロストワックス鋳造の機械加工
みなさん、こんにちは。
今日は「ロストワックス鋳造の機械加工」についてお話ししようと思います。
ここでお話しするのは、金型では無くて、鋳造後の製品の機械加工です。
ダイカストも鋳造後の製品は、バリがあったり、精度の必要な面を出すため、そして
ネジ穴を製作するためのタップ加工など、たくさんの機械加工が必要になります。
ロストワックス鋳造においても、ダイカストと変わりなく、これら機械加工を
施す事で高精度な製品に仕上げる事ができるわけです。
ロストワックス鋳造の機械加工
さて、コラム「ロストワックス鋳造とダイカストの違い」でもお話ししたように
鋳造できる金属材料がロストワックス鋳造では多岐にわたります。
>>ロストワックス鋳造とダイカスト鋳造の違い
ダイカストで主に生産される金属は、アルミ、亜鉛そしてマグネシウムでしたね。
実はこれらの金属は切削性が非常に良い部類の金属になります。
アルミダイカストなんてカッターでも手で削れますからね。
また、マグネシウムは硬いのですが切削性は非常によいのです。
ただ、切削粉は発火・燃焼の危険性が高いので、専門性が必要になります。
そうそう、最近のカメラやノートPCの筺体はマグネシウムダイカスト製が多いですね。
機械好きの人にはこれら筺体を削って改造するなんて人もいるかもしれませんが、
マグネシウム製の筺体の加工は個人では絶対にやめて下さいね。
火災でも起きたら大変です。あわてて水でもかけるともっと燃え上がります。
さて、ロストワックス鋳造での金属はすでに上記コラムでご紹介している様に
炭素鋼、ステンレス、黄銅、チタン、貴金属も鋳型できます。
黄銅や貴金属は良いとしても、その他の金属は非常に硬かったり、靭性が高い材料も含まれます。
こういった材料の機械加工は、やわな加工機では削れません。
例えば、マシニングセンタなどで30番、40番、50番なんて番手を聞いたことがあると思います。
これは加工工具を取り付けるシャンク径の違いを表しています。
30番より50番の方が倍以上太くなります。
当然、径が大きい方が剛性も高く、強い回転力を伝える事ができます。
ただし、小さい径の方が回転速度は速くできて、定性的に切削速度は速くなりますね。
ですから、アルミダイカストの製品であれば、30番クラスで機械加工を施す事が
多いのではないでしょうか。
しかし、ステンレスになると30番の加工機での切削はなかなか難しくなります。
もちろん加工はできますが、加工面の粗さや精度的にも厳しく、結果的に速度も稼げません。
そのため、ロストワックス鋳造において、製品までの仕上げ加工を行うには
50番クラスの加工機を導入することが理想になります。
ただ、50番クラスのマシニングセンタになると、大きさも半端無いですし、
お値段も半端無いです。笑
「太陽パーツ」では、石川県の生産工場に50番マシニングセンタを導入しており、
また、同様に加工可能な協力工場も有しております。
次に、機械加工と言ってもガシガシ削るだけではありません。
ダイカストと違って、ロストワックス鋳造ではステンレスも鋳造できますから
外観部品として使用される製品も多く有ります。
外観使用されるステンレス製品では、鋳肌そのままではさすがにもったいないですね。
磨きあげれば美しい光沢の鏡面に仕上がります。
ですから、そもそも鋳肌のきれいなロストワックス鋳造では、研磨量も少なく
美しい鏡面を作る事ができます。
例えば、電車のつり革をぶら下げているパイプの固定部材や、水道蛇口のおしゃれなレバーなど
結構身の回りにあるステンレス部材には磨きあげられたロストワックス鋳造が採用されています。
最後に
いかがでしたでしょうか。
単純に機械加工と言っても、材質に応じた加工機の選択が必要ですし、加工方法も多岐にわたってきます。
ロストワックス鋳造品の機械加工も、加工機だけでなく経験もモノを言います。
「ロストワックス鋳造したけど、精度がでないんだよなぁ。。。」なんてお悩みのあなた!
ぜひ、「太陽パーツ」にご相談ください。きっと満足していただけるに間違いなしです!
当社の3つのサービス
当社はロストワックスのプロフェッショナル集団として、3つのサービスを提供しています。ロストワックス鋳造品や、最適な鋳造工法にお悩みをお持ちの皆様、お気軽にご相談ください。


関連情報はこちら
コラム内検索
関連記事
-
 2025.01.26 ロストワックスについて
2025.01.26 ロストワックスについてロストワックス鋳造について、基礎知識まとめ!
みなさん、こんにちは。 これまで「ロストワックス鋳造.com」では、ロストワックス鋳造の特徴やメリットについて紹介してきました。このコラムでは、ロストワックス鋳造について、皆さんにより分かりやすく理解していただくために、カテゴリーごとに詳し[…more] -
2023.03.15 ロストワックスについて
ロストワックス鋳造でコストダウン
みなさん、こんにちは。ロストワックス鋳造コラムです。 今日は「ロストワックス鋳造でコストダウン!? ~どんな場合に最適?~」と題してお送ります。 ロストワックス鋳造に関するよくある勘違いと真実 ロストワックス鋳造というと、 「あ~、ロウでモ[…more] -
2023.01.06 ロストワックスについて
ロストワックスの熱処理
みなさんこんにちは。ロストワックス鋳造コラムです。 今日は「ロストワックスの熱処理」についてお話ししようと思います。 ”鋳造品に熱処理なんているの?””機械加工後の熱処理のこと?” なんて思われた方も多いかと思います。いえいえ、鋳造品でもい[…more]