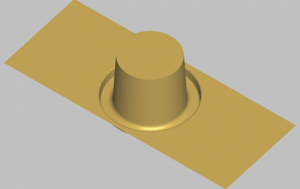
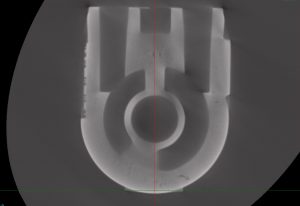
溝形状のダイカスト成型でコストダウンと鋳造欠陥回避
| 課題 | 溶損 / 湯回り |
|---|---|
| 提案効果 | 鋳造欠陥回避 / コストダウン / 製造リードタイム短縮 |
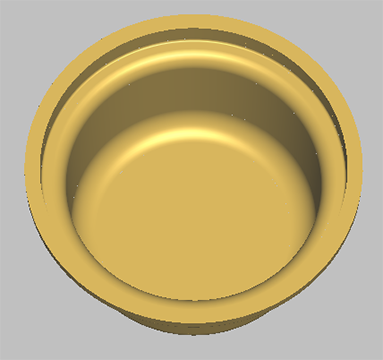
Before
Oリングの圧入が必要な製品において、圧入部の溝形状を切削加工にて行っていました。二次加工が必要であったため、工数が増加し製造リードタイムの長期化やコスト上昇が問題となっており、改善が必要でした。しかし、ダイカストにて溝形状を成型する場合、湯流れ不良や溶損の発生リスクもあります。
| 課題 | 溶損 / 湯回り |
|---|---|
| 提案効果 | 鋳造欠陥回避 / コストダウン / 製造リードタイム短縮 |

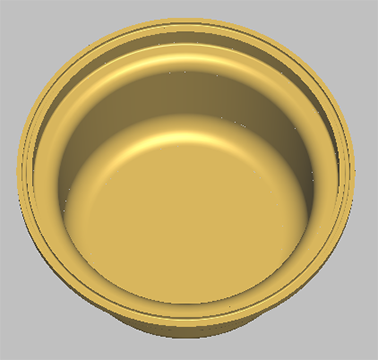
ダイカスト鋳造 コストダウンNaviは、
特許製法であるダイカストカセットシステムを軸とした他社には真似できない強みにより、
皆様に高品質・コストダウン・製造リードタイムの短縮といったメリットを提供します。