ダイカストにおける割れの原因とその対策
みなさん、こんにちは!
いよいよ始まりました、「ダイカストコラム」です。
ダイカストと一言で言っても、様々なノウハウが詰まっているのです。
そこんところを、少し判り易く、設計にフィードバックができるようにお伝えして行くのが、このコラムの目的です!
ぜひ、最後まで読んで頂ければ、あなたもダイカストマスターになれること間違いなし!?です。
「お前の説明じゃわからん!」って時は、お気軽に「ダイカスト鋳造コストダウンNavi」にご相談ください。
それでは、第一話「ダイカストの割れ」について、その原因と対策を語ってみたいと思います。
※ちなみに、ダイカストにおける巣の原因と対策については、下記コラムにてご紹介しておりますので、興味がある方は是非ご確認ください!
バリの要因
ダイカストが割れる原因には様々なモノがあります。
大きく分けると下記の3つに分かれます。
- 製品設計的要因
- 金型設計的要因
- 鋳造(成形)要因
1. 製品設計的要因
では、「1.製品設計的要因」から説明しましょう。
樹脂の射出成型をご存じの方はたくさんいらっしゃると思いますが、いざダイカストとなると、少々事情が異なって来ます。
まず、金型に流し込む材料がずいぶん違いますね。 金属材料の溶けた粘度は樹脂に比べて、数十万分の1で”しゃぶしゃぶ”なんです。
簡単に言うと、樹脂は「スライム」、金属は「水」みたいなものです。
そして、金属は熱しやすくて冷めやすいので、樹脂に比べて100倍程度の速度で金型に一気に流し込み、高い圧力で保持して固めます。
でも固まった後は、金属の方が樹脂よりはるかに硬いですね。 つまり、少しも変形してくれないので金型から取り出すのもなかなか難しくなります。
ではどうすれば、取り出しやすいか考えてみましょう。
まず、抜き勾配です。
樹脂なら可動側に成形製品を噛まして、抜き勾配無しで無理抜きなんて芸当もできますが金属ではそうもいきません。まさしく割れてしまいます。
なので、3°から5°程度の抜き勾配が必ず必要です。
続いて、金属を流し込む鋳造の場合を考えましょう。
前段でもお話ししたように、樹脂に比べてはるかに速いスピードで溶けた金属を流し込まないといけません。
この時、溶けた金属が金型内の曲がり角にやって来た時を考えてみてください。
ピンピンの角は曲がり難いですよね。下手すると溶けた金属が曲がり切れずに空気が溜まったままになります。
そのまま固まると設計通りの形にならずに、割れる原因にもなるわけです。
ですから、製品設計の時には角隅には出来るだけ大きなRを付けましょう。
付けれない時は付けれるように、設計を見直した方が早道ですね!
そして、よく望まれるのは薄肉成形です。
形状により一概にこれくらいと言うのは難しいですが、偏肉が大きかったり、大きな面積になったりすると、溶けた金属が流れ切れずに 穴があいたり、割れたりする原因になります。
「これでいけるかな?」と不安な時は、経験豊富な「ダイカスト鋳造コストダウンNavi」にお気軽にご相談ください。
2. 金型設計的要因
続いて、「2.金型設計的要因」の説明をしましょう。
先ほど抜き勾配が大切だと説明しましたが、抜くときに摺れる壁が滑らかでなくて凸凹があると引っ掛りますよね。
ですから、抜く方向の面肌はきれいに磨きあげておかないといけません。
こればっかりは、手作業で職人の腕に掛かっているんですね。
引っ掛ってしまった時に無理やり付きだしたりすると割れてしまうわけです。
職人さま、いつもありがとうございます!
ここで付きだすお話が出ましたが、金型から製品を取り出すとき付きだしピン、いわゆるイジェクタピンとかEP(イーピン)なんて言いますが、このバランスもとても重要になります。
EPの配置を最適に配置する事も金型設計では非常に重要になります。
もちろん、製品設計的にもEPの重要性を認識して、EP配置が上手くできるように 製品設計者も有る程度考慮しておく事が必要ですね。
金型設計者におんぶにだっこでは良い製品を作る難易度は上がってしまいます。
製品設計者もこうした成形時の課題やノウハウを知る事が良い設計者になる秘訣かもしれません。
3. 鋳造(成形)要因
最後になりましたが、「3.鋳造(成形)要因」の説明をしましょう。
成形時は射出スピードや保圧時間や金型温度、冷却などたくさんの成形条件の設定をしなければいけません。
ここは「餅は餅屋」成形技術者の腕の見せどころであり、製品設計者にはなかなかわからない世界です。
ですが、いくら精度の出る成形条件を見出しても、先ほど説明した突き出しピンの突き出しタイミングや圧力が悪いと割れてしまう事も有ります。
樹脂の様に粘ってくれませんから、ダイカストでは最適なタイミングや力加減は重要な要素になります。
さらに、製品設計で述べたように、角隅Rや抜き勾配、そして金型の面の仕上げ具合なども密接に関係してきます。
いわば、製品設計から成形まで各技術者が一丸となって取り組む事が割れも無く精度の高い良い製品を生む最大のポイントかもしれません。
そして、もう一点。
成形する金属材料の特性も良く知っておいてほしいと思います。
例えば、割れに関して言えば、亜鉛合金は比較的割れに強く、ADC5等のアルミ材は割れやすい傾向があります。
したがって、この材料特性を考慮して隅Rを大きくしたり、抜き勾配を大きめに取ったり、仕上げ要求なども出来れば 非常によい結果を生む事ができると思います。
最後に
いかがでしたでしょうか。こういった情報も、「コストダウン鋳造Navi」では豊富なノウハウの蓄積がありますので「わからない!どうしたらいいんだ?」なんて事はご相談頂けると手離れの良いダイカスト製品になること間違いございません!
ダイカスト鋳造コストダウンNaviは、特許製法であるダイカストカセットシステムを軸とした他社には真似できない強みにより、皆様に高品質・コストダウン・製造リードタイムの短縮といったメリットを提供します。
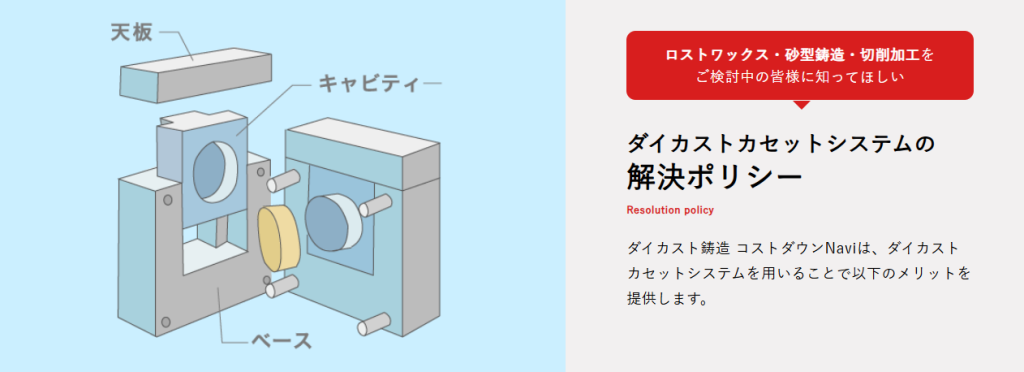
ダイカストカセットシステムとは、ダイカスト鋳造コストダウンNaviを運営する太陽パーツが生んだ特許製法です。
ダイカストの金型において、製品部分のキャビティーのみを入れ替え、加工を行うため、初期コストの削減や段取り替え時間の短縮を実現できます。
ダイカストに関するお困りごとがございましたらお気軽にご連絡ください。
>>お問い合わせはこちら
当社のサービス
太陽パーツは、工法変換提案を得意としており、ダイカストへの工法変換による合理化事例を多数保有します。以下の工法でお悩みをお持ちの皆様、お気軽にご相談ください。


当社のダイカスト特許製法
ダイカストカセットシステムは、ダイカスト鋳造 コストダウンNaviを運営する太陽パーツが生んだ特許製法です。ダイカストの金型において、製品部分のキャビティーのみを入れ替え、鋳造を行うため、初期コストの削減や段取り替え時間の短縮を実現できます。
詳細は以下よりご確認ください。皆様のお悩みを解決いたします。
関連情報はこちら
コラム内検索
関連記事
-
 2024.11.24 ダイカストについて
2024.11.24 ダイカストについてアルミダイカストとアルマイト加工
今回のコラムでは、アルマイト加工について説明していこうと思います。 アルマイト加工って、アルミニウムやその合金の表面に酸化皮膜を作る処理のことなんです。この処理をすることで、耐食性や耐摩耗性がアップする上に、見た目もキレイになるんですね。 […more] -
 2024.11.24 ダイカストについて
2024.11.24 ダイカストについてアルミダイカストにおけるコストダウンのポイント
アルミダイカストを用いることで、大幅なコストダウンを実現できる可能性があります。では、コストダウンを実現するためにはどんなポイントがあるのでしょうか? 3つのポイント アルミダイカストに関して、コストダウンを実現するためには大きく3つのポイ[…more] -
2024.11.24 ダイカストについて
アルミダイカストに使用される合金:ADC12
ADC12はアルミニウム合金の一種で、特に鋳造でよく使われている材料です。 主にアルミニウムに銅を混ぜて作られていて、強度、耐食性、鋳造性に優れているんです。 自動車部品や電子機器のハウジングなど、様々な産業で活躍しています。 ADC12の[…more]