ダイカストのバリについて
みなさん、こんにちは!
お待ちかね!「ダイカストコラム」です。
それでは、第二話「ダイカストのバリ!」について、その原因と対策を語ってみたいと思います。
バリの要因
ダイカストにバリが発生する原因には様々なモノがあります。
バリについても大きな要因が3つ有るんです。
- かじりによるバリ
- 型合わせ不具合によるバリ
- ダイカストマシン選定ミスによるバリ
1.かじりによるバリ
では、「1.かじりによるバリ」から説明しましょう。
第一話「ダイカストの割れ!」でもお話ししました内容と少し関係があります。
ダイカストでは鋳造材料がアルミなどの金属になりますから、やっぱり硬いんですね。
樹脂成形では、成形された製品は多少なりとも柔らかくて、ちょっとくらいの無理には製品が変形して耐えてくれるんですね。
樹脂は「がまん強い!」というわけです。
ところが、金属になるとそう簡単に融通をきかせてくれません。
つまり、金型の状態に寄っては、離型の時に製品の表面を引っ掻いてしまい、バリに繋がります。
では、どんな金型で発生するのか?
1. 抜き勾配が不充分な場合:
これはわかりやすいですね。引っ掻いて当たり前です。
2. 角隅Rが小さすぎる場合:
尖がった部分には固まった金属が喰いつき易いんですね。
ちょっとイメージわかないかもしれないので、簡単な例で言うと、粘土を箱に思いっ切り力いっぱい詰めたとしましょう。
その箱の底の隅っこが、ピンピンの場合と大きめのRが付いている場合と比較して想像して見て下さい。
3. 金型抜き方向の壁の仕上げが悪い場合:
これもわかりやすいですね。引っ掻きます。
ダイカストの場合は製品がカチカチですから、抵抗が極力少なくなる様に繊細な金型設計と製造が必要な事がおわかりいただけたかと思います。
かじりによるバリでお困りの場合は、金型をじっくり観察して修正を試みてくださいね。
「どうしてもわからない!」ってときは、ダイカスト鋳造コストダウンNaviにご相談ください。
2.型合わせ不具合によるバリ
続いて、「2.型合わせ不具合によるバリ」。
樹脂成形をご存じの方は、結構これには苦労されていると思うのでピンときますね。
でも、ダイカストは樹脂と違う点が有るんですね。
それは型温度です。
樹脂ではせいぜい200度くらいまでしか、型温は上げませんが、ダイカストの金型では、「な、な、なんと!700度」まで上げるんです。
つまり、樹脂では気にならなかった、金型そのものの熱膨張の影響を大きく受ける訳です。
樹脂金型材料は少し異なりますが、線膨張係数はそれほど大きく変わらないものです。
ですから、想定外の変形等が発生したとき、金型が開いてバリに繋がるんですね。
もちろん、製造時にはバリを発生させたくないので、型のスキマは小さくしたいのですが 小さすぎると熱膨張で突っ張ってしまって、他の所でスキマが空いてしまう。
つまり「モグラたたき」状態になります。
これを回避するには、計算によるスキマ設定や、形状から変形を想定できる金型設計技術者の経験が重要な要素になって来ます。
さらに、鋳造時の冷却ノウハウも重要な位置づけです。
上手く冷却しないと部分的に型温が上がって、想定外の変形が起きる事も考えられます。
これも長年の経験がモノを言うノウハウです。
ダイカスト金型設計では、樹脂金型設計では気にしなくて良かった部分も綿密に対応する事が求められるわけですね。
「うーん、困った。」と言わず、ダイカスト鋳造コストダウンNaviにご相談ください。
製品形状に最適な金型設計を提案させて頂きます!
3.ダイカストマシン選定ミスによるバリ
さて、それでは最後の要因、「3.ダイカストマシン選定ミスによるバリ」です。
これは当たり前と言ってしまえば、そうなるのですが、鋳造には有る程度余裕をもったダイカストマシンを選定した方が安全でしょう。
やはり型締力が弱いと、鋳造圧に負けて型開きが発生しますね。
そうなると、当然のようにメインパートにまでバリが発生してしまいます。
無いとは思いますが、「マシンが空いてないから、まあ、ギリやけどやってしまうか。」 なんて事はやらないで下さいね。
バリ不良が出たら、材料、段取り時間、鋳造時間の無駄が膨大になります。
適正なダイカストマシンの選定をおこないましょう。
さてさて、いくら注意して鋳造しても、バリが皆無ってことは無いですね。
成形品の宿命です。
ということで、鋳造品の仕上げには「バリ取り」工程はセットで付いてきます。
バリ取り方法
主なバリ取り方法を3つご紹介しましょう。
- プレスによるバリ取り
- 手加工によるバリ取り
- 機械加工によるバリ取り
それでは、どのような方法か簡単に説明しますね。
1.プレスによるバリ取り
この方法では、当然プレス金型も必要になりますから、プレス金型費用も必要です。
でも、大量生産の場合は、手加工で人件費を使うくらいなら、金型投資をしても得な場合も有りますね。
数量とバリの程度で選定する必要が出てきます。
2.手加工によるバリ取り
手加工と言うと、手に持ったやすりでガリガリというイメージが有ると思いますが、エアーヤスリという工具を使います。
手でやるより、速く、キレイに仕上がります。
ただ、人の手が介在しますから、バラつきがない様に職人技も必要ですし、人件費もかかってきます。
ですから、小ロットの製品などで、よく使われる手法になります。
3.機械加工によるバリ取り
ダイカスト製品は鋳造のままで使用される事は、殆どありませんね。
機械加工で精度を出す、後工程が必須の製造方法と言えます。
ですから、この機械加工の工程の中で、バリ取りも一緒に行う方法です。
有る意味理にかなってますが、機械加工も時間との勝負ですから加工個所が増えるだけで、コストに跳ね返って来ますから、安易な選択は危険ですね。
最後に
今回は「ダイカストのバリ」について解説しました。
「バリ」は困った君ですが、抑える手は有るのですね。
やはり、金型設計技術者、鋳造技術者の職人技が生きる世界なわけです。
ダイカスト鋳造コストダウンNaviを運営する「太陽パーツ」では、長いダイカストの歴史を持っていますから、バリを極力発生させない技術をたくさん保有しています。
「わからない!どうしたらいいんだ?」なんて事はご相談頂けるとバリ発生の少ない良いダイカスト製品をご提供すること間違いなしです! 最後まで読んでいただきありがとうございました!
当社のサービス
太陽パーツは、工法変換提案を得意としており、ダイカストへの工法変換による合理化事例を多数保有します。以下の工法でお悩みをお持ちの皆様、お気軽にご相談ください。


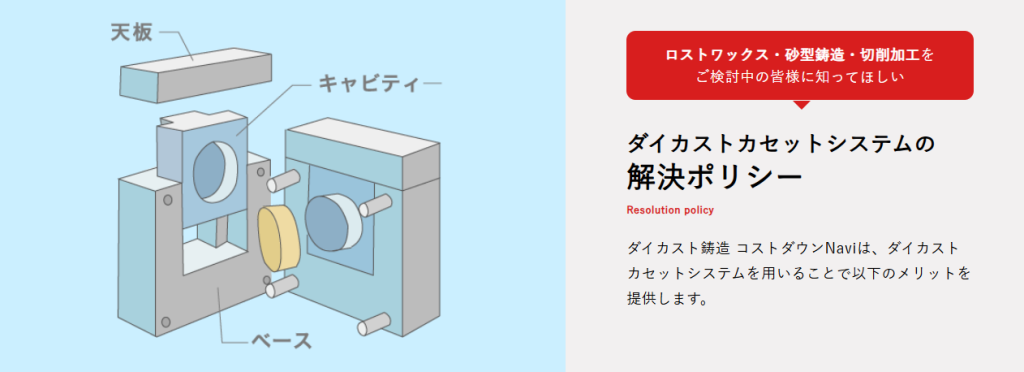
当社のダイカスト特許製法
ダイカストカセットシステムは、ダイカスト鋳造 コストダウンNaviを運営する太陽パーツが生んだ特許製法です。ダイカストの金型において、製品部分のキャビティーのみを入れ替え、鋳造を行うため、初期コストの削減や段取り替え時間の短縮を実現できます。
詳細は以下よりご確認ください。皆様のお悩みを解決いたします。
関連情報はこちら
コラム内検索
関連記事
-
 2024.11.24 ダイカストについて
2024.11.24 ダイカストについてアルミダイカストとアルマイト加工
今回のコラムでは、アルマイト加工について説明していこうと思います。 アルマイト加工って、アルミニウムやその合金の表面に酸化皮膜を作る処理のことなんです。この処理をすることで、耐食性や耐摩耗性がアップする上に、見た目もキレイになるんですね。 […more] -
 2024.11.24 ダイカストについて
2024.11.24 ダイカストについてアルミダイカストにおけるコストダウンのポイント
アルミダイカストを用いることで、大幅なコストダウンを実現できる可能性があります。では、コストダウンを実現するためにはどんなポイントがあるのでしょうか? 3つのポイント アルミダイカストに関して、コストダウンを実現するためには大きく3つのポイ[…more] -
2024.11.24 ダイカストについて
アルミダイカストに使用される合金:ADC12
ADC12はアルミニウム合金の一種で、特に鋳造でよく使われている材料です。 主にアルミニウムに銅を混ぜて作られていて、強度、耐食性、鋳造性に優れているんです。 自動車部品や電子機器のハウジングなど、様々な産業で活躍しています。 ADC12の[…more]